У працэсе імклівага развіцця паўправадніковай прамысловасці паліраваны монакрышталькрэмніевыя пласціныадыгрываюць вырашальную ролю. Яны служаць асноўным матэрыялам для вытворчасці розных мікраэлектронных прылад. Ад складаных і дакладных інтэгральных схем да высакахуткасных мікрапрацэсараў і шматфункцыянальных датчыкаў, паліраваных монакрышталяўкрэмніевыя пласціныз'яўляюцца істотнымі. Розніца ў іх прадукцыйнасці і спецыфікацыях непасрэдна ўплывае на якасць і прадукцыйнасць канчатковых прадуктаў. Ніжэй прыведзены агульныя спецыфікацыі і параметры паліраваных монакрышталічных крэмніевых пласцін:
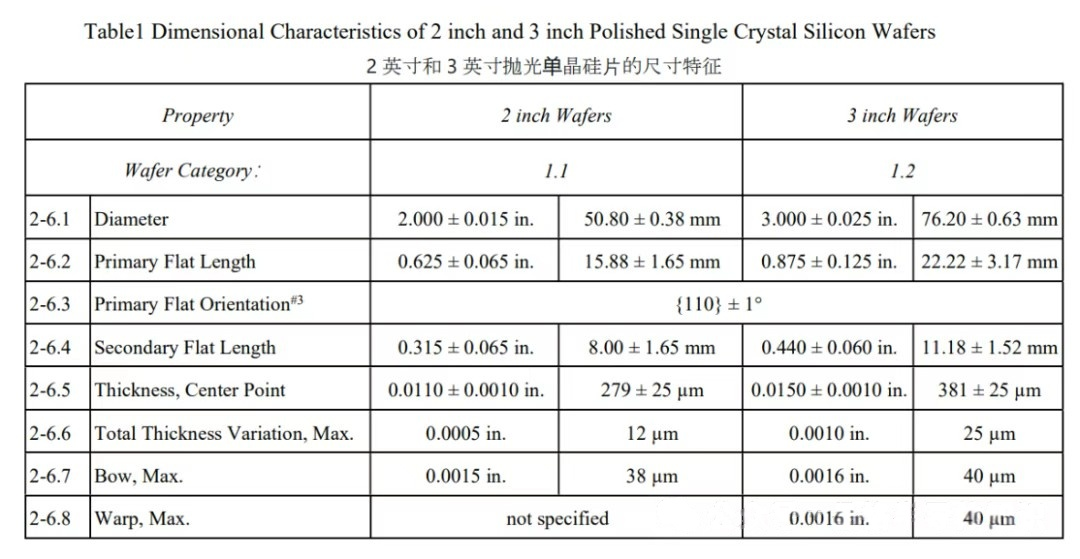
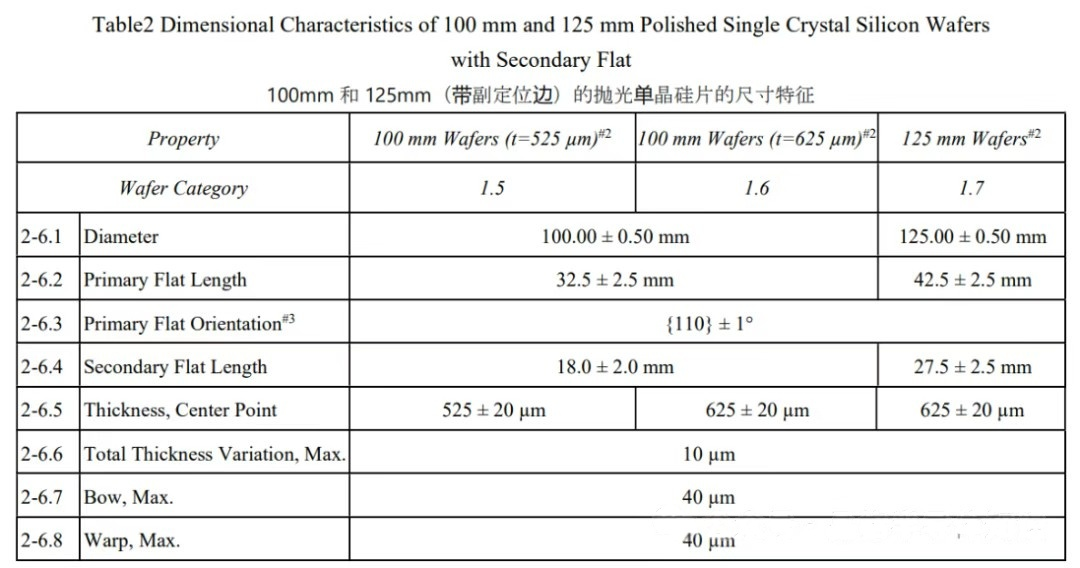
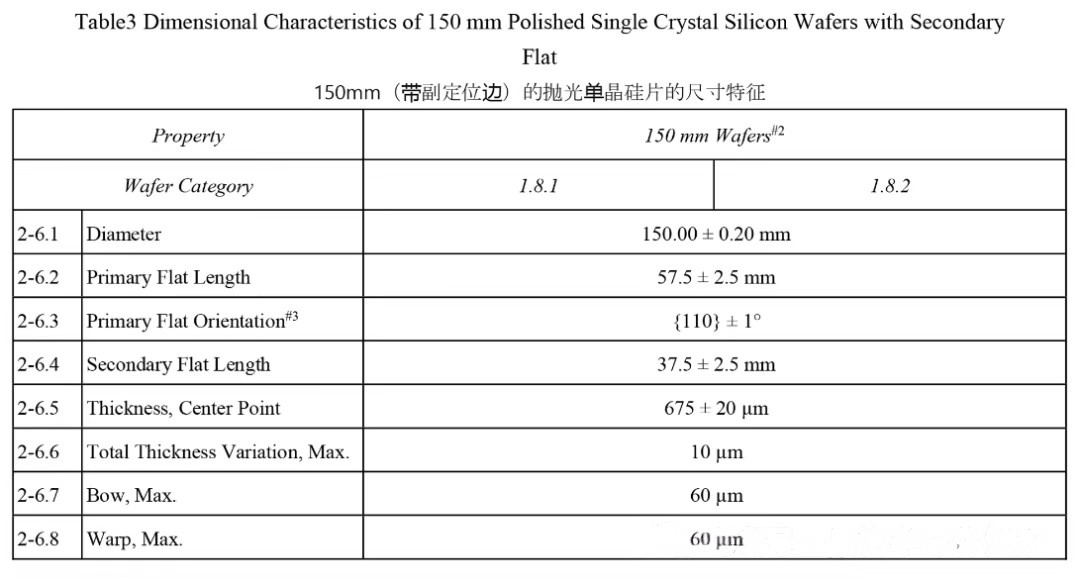
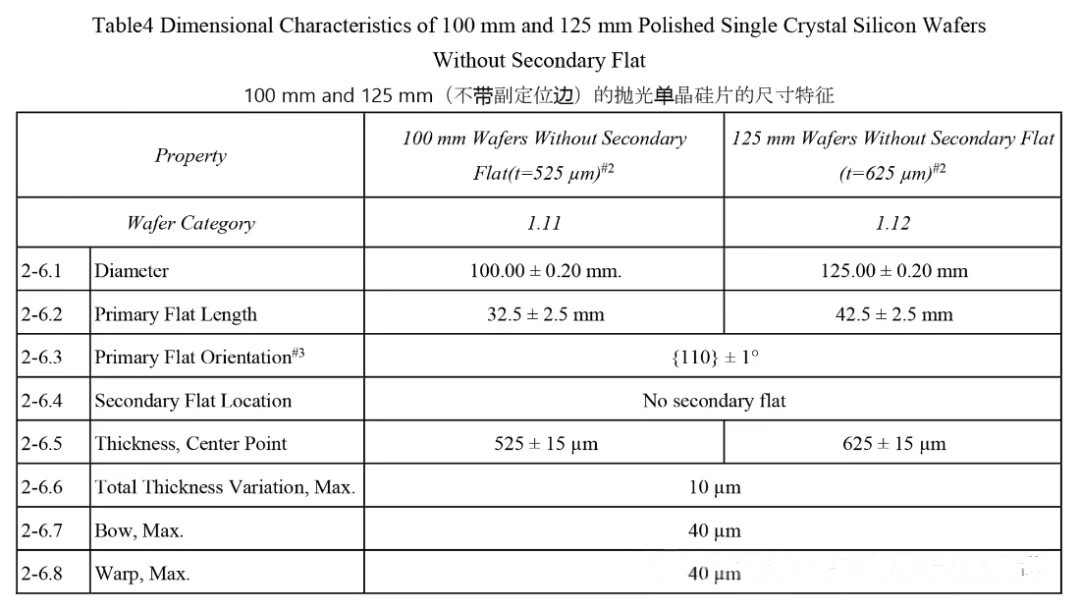
Дыяметр: Памер паўправадніковых монакрышталічных крэмніевых пласцін вымяраецца іх дыяметрам, і яны бываюць розных спецыфікацый. Звычайныя дыяметры ўключаюць 2 цалі (50,8 мм), 3 цалі (76,2 мм), 4 цалі (100 мм), 5 цаляў (125 мм), 6 цаляў (150 мм), 8 цаляў (200 мм), 12 цаляў (300 мм) і 18 цаляў (450 мм). Розныя дыяметры падыходзяць для розных вытворчых патрэб і патрабаванняў працэсу. Напрыклад, пласціны меншага дыяметра звычайна выкарыстоўваюцца для спецыяльных мікраэлектронных прылад малога аб'ёму, у той час як пласціны большага дыяметра дэманструюць больш высокую эфектыўнасць вытворчасці і перавагі ў выдатках пры вытворчасці інтэгральных схем буйных маштабаў. Патрабаванні да паверхні класіфікуюцца як аднабакова паліраваныя (SSP) і двухбакова паліраваныя (DSP). Аднабакова паліраваныя пласціны выкарыстоўваюцца для прылад, якія патрабуюць высокай плоскасці з аднаго боку, такіх як некаторыя датчыкі. Двухбакова паліраваныя пласціны звычайна выкарыстоўваюцца для інтэгральных схем і іншых вырабаў, якія патрабуюць высокай дакладнасці на абедзвюх паверхнях. Патрабаванні да паверхні (аздабленне): паліраваная з аднаго боку SSP / паліраваная з двух бакоў DSP.
Тып/Легіруючая дабаўка: (1) Паўправаднік N-тыпу: Калі пэўныя атамы прымесей уводзяцца ў ўнутраны паўправаднік, яны змяняюць яго праводнасць. Напрыклад, калі дадаюцца пяцівалентныя элементы, такія як азот (N), фосфар (P), мыш'як (As) або сурма (Sb), іх валентныя электроны ўтвараюць кавалентныя сувязі з валентнымі электронамі навакольных атамаў крэмнію, пакідаючы дадатковы электрон, не звязаным кавалентнай сувяззю. У выніку канцэнтрацыя электронаў перавышае канцэнтрацыю дзірак, утвараючы паўправаднік N-тыпу, таксама вядомы як паўправаднік электроннага тыпу. Паўправаднікі N-тыпу маюць вырашальнае значэнне ў вытворчасці прылад, якія патрабуюць электронаў у якасці асноўных носьбітаў зарада, такіх як некаторыя сілавыя прылады. (2) Паўправаднік P-тыпу: Калі ў крэмніевы паўправаднік уводзяцца трохвалентныя элементы прымесей, такія як бор (B), галій (Ga) або індый (In), валентныя электроны атамаў прымесей утвараюць кавалентныя сувязі з навакольнымі атамамі крэмнію, але ім не хапае хаця б аднаго валентнага электрона, і яны не могуць утварыць поўную кавалентную сувязь. Гэта прыводзіць да таго, што канцэнтрацыя дзірак перавышае канцэнтрацыю электронаў, утвараючы паўправаднік P-тыпу, таксама вядомы як паўправаднік дзіркавага тыпу. Паўправаднікі P-тыпу адыгрываюць ключавую ролю ў вытворчасці прылад, дзе дзіркі служаць асноўнымі носьбітамі зарада, такіх як дыёды і некаторыя транзістары.
Супраціўленне: супраціўленне — гэта ключавая фізічная велічыня, якая вымярае электраправоднасць паліраваных монакрышталічных крэмніевых пласцін. Яго значэнне адлюстроўвае праводнасць матэрыялу. Чым ніжэй супраціўленне, тым лепшая праводнасць крэмніевай пласціны; і наадварот, чым вышэй супраціўленне, тым горшая праводнасць. Супраціўленне крэмніевых пласцін вызначаецца іх уласцівасцямі матэрыялу, і тэмпература таксама аказвае значны ўплыў. Як правіла, супраціўленне крэмніевых пласцін павялічваецца з тэмпературай. У практычным ужыванні розныя мікраэлектронныя прылады маюць розныя патрабаванні да супраціўлення крэмніевых пласцін. Напрыклад, пласціны, якія выкарыстоўваюцца ў вытворчасці інтэгральных схем, патрабуюць дакладнага кантролю супраціўлення для забеспячэння стабільнай і надзейнай працы прылады.
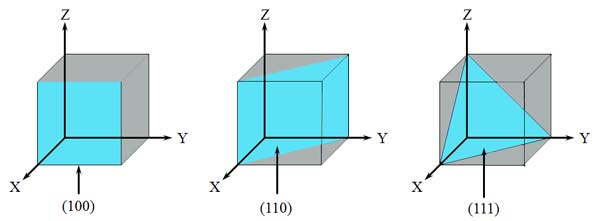
Арыентацыя: Крышталічная арыентацыя пласціны адлюстроўвае крышталаграфічны кірунак крэмніевай рашоткі, які звычайна вызначаецца індэксамі Мілера, такімі як (100), (110), (111) і г.д. Розныя арыентацыі крышталяў маюць розныя фізічныя ўласцівасці, такія як шчыльнасць ліній, якая змяняецца ў залежнасці ад арыентацыі. Гэта адрозненне можа паўплываць на прадукцыйнасць пласціны на наступных этапах апрацоўкі і канчатковую прадукцыйнасць мікраэлектронных прылад. У працэсе вытворчасці выбар крэмніевай пласціны з адпаведнай арыентацыяй для розных патрабаванняў да прылады можа аптымізаваць прадукцыйнасць прылады, павысіць эфектыўнасць вытворчасці і палепшыць якасць прадукцыі.
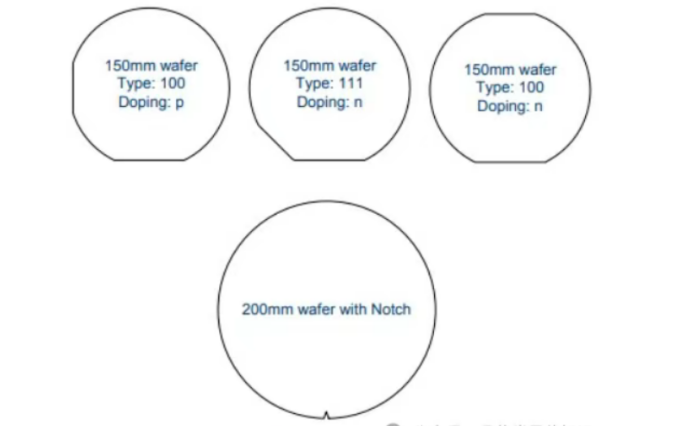
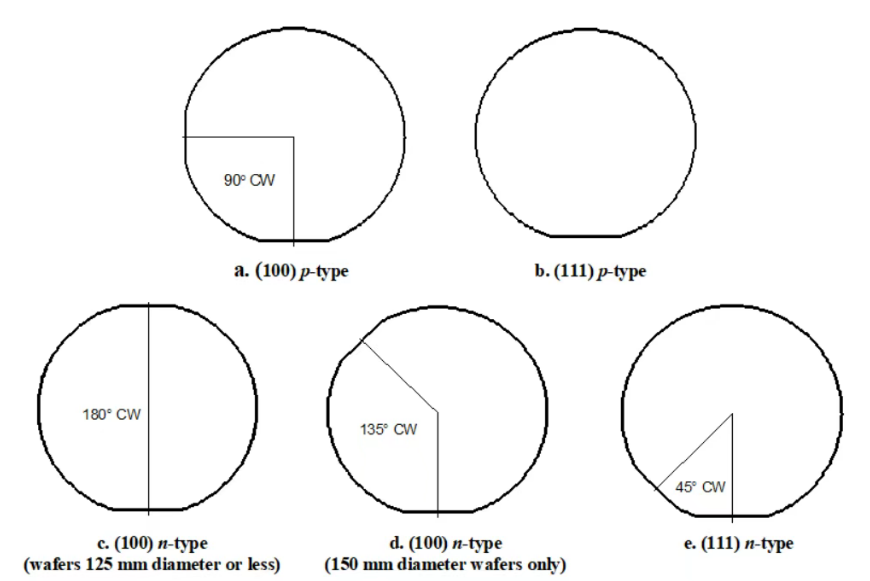
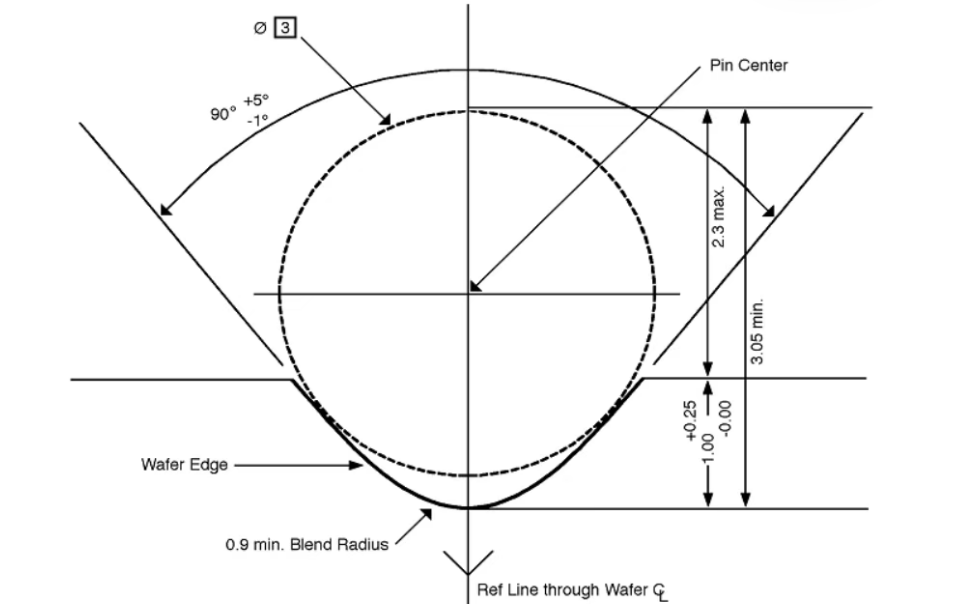
Плоскі край/выемка: Плоскі край (плоскі край) або V-вобразная выемка (выемка) па акружнасці крэмніевай пласціны адыгрывае важную ролю ў выраўноўванні арыентацыі крышталя і з'яўляецца важным ідэнтыфікатарам пры вытворчасці і апрацоўцы пласціны. Пласціны рознага дыяметра адпавядаюць розным стандартам даўжыні плоскага краю або выемкі. Выраўноўвальныя краю класіфікуюцца на першасныя плоскія і другасныя плоскія. Першасная плоская паверхня ў асноўным выкарыстоўваецца для вызначэння базавай арыентацыі крышталя і эталона апрацоўкі пласціны, у той час як другасная плоская паверхня дадаткова дапамагае ў дакладным выраўноўванні і апрацоўцы, забяспечваючы дакладную працу і аднастайнасць пласціны на ўсёй вытворчай лініі.
Таўшчыня: Таўшчыня пласціны звычайна вымяраецца ў мікраметрах (мкм), прычым звычайна яна складае ад 100 мкм да 1000 мкм. Пласціны рознай таўшчыні падыходзяць для розных тыпаў мікраэлектронных прылад. Больш тонкія пласціны (напрыклад, 100 мкм - 300 мкм) часта выкарыстоўваюцца для вытворчасці мікрасхем, што патрабуе строгага кантролю таўшчыні, памяншаючы памер і вагу мікрасхемы і павялічваючы шчыльнасць інтэграцыі. Больш тоўстыя пласціны (напрыклад, 500 мкм - 1000 мкм) шырока выкарыстоўваюцца ў прыладах, якія патрабуюць больш высокай механічнай трываласці, такіх як сілавыя паўправадніковыя прылады, для забеспячэння стабільнасці падчас працы.
Шурпатасць паверхні: Шурпатасць паверхні з'яўляецца адным з ключавых параметраў ацэнкі якасці пласціны, паколькі яна непасрэдна ўплывае на адгезію паміж пласцінай і наступнымі напыленымі тонкаплёнкавымі матэрыяламі, а таксама на электрычныя характарыстыкі прылады. Звычайна яна выражаецца як сярэднеквадратычная (RMS) шурпатасць (у нм). Меншая шурпатасць паверхні азначае, што паверхня пласціны больш гладкая, што дапамагае паменшыць такія з'явы, як рассейванне электронаў, і паляпшае прадукцыйнасць і надзейнасць прылады. У перадавых працэсах вытворчасці паўправаднікоў патрабаванні да шурпатасці паверхні становяцца ўсё больш жорсткімі, асабліва для вытворчасці высакаякасных інтэгральных схем, дзе шурпатасць паверхні павінна кантралявацца да некалькіх нанаметраў або нават ніжэй.
Агульная варыяцыя таўшчыні (TTV): Агульная варыяцыя таўшчыні адносіцца да рознасці паміж максімальнай і мінімальнай таўшчынямі, вымеранымі ў некалькіх кропках паверхні пласціны, звычайна выражанай у мкм. Высокая TTV можа прывесці да адхіленняў у такіх працэсах, як фоталітаграфія і травленне, што ўплывае на стабільнасць прадукцыйнасці прылады і яе выхад. Такім чынам, кантроль TTV падчас вытворчасці пласцін з'яўляецца ключавым крокам у забеспячэнні якасці прадукцыі. Для вытворчасці высокадакладных мікраэлектронных прылад TTV звычайна павінна быць у межах некалькіх мікраметраў.
Выгіб: выгіб адносіцца да адхілення паміж паверхняй пласціны і ідэальна роўнай плоскасцю, звычайна вымяраецца ў мкм. Пласціны з празмерным выгібам могуць зламацца або падвяргацца нераўнамернаму напружанню падчас наступнай апрацоўкі, што ўплывае на эфектыўнасць вытворчасці і якасць прадукцыі. Асабліва ў працэсах, якія патрабуюць высокай роўнасці, такіх як фоталітаграфія, выгіб павінен кантралявацца ў пэўных межах, каб забяспечыць дакладнасць і паслядоўнасць фоталітаграфічнага малюнка.
Дэфармацыя: Дэфармацыя паказвае адхіленне паміж паверхняй пласціны і ідэальнай сферычнай формай, якое таксама вымяраецца ў мкм. Падобна выгібу, дэфармацыя з'яўляецца важным паказчыкам плоскасці пласціны. Празмерная дэфармацыя не толькі ўплывае на дакладнасць размяшчэння пласціны ў тэхналагічным абсталяванні, але і можа выклікаць праблемы падчас працэсу ўпакоўкі чыпа, такія як дрэннае злучэнне паміж чыпам і ўпаковачным матэрыялам, што, у сваю чаргу, уплывае на надзейнасць прылады. У вытворчасці паўправаднікоў высокага класа патрабаванні да дэфармацыі становяцца ўсё больш жорсткімі, каб адпавядаць патрабаванням перадавых працэсаў вытворчасці і ўпакоўкі чыпаў.
Профіль краю: Профіль краю пласціны мае вырашальнае значэнне для яе наступнай апрацоўкі і выкарыстання. Звычайна ён вызначаецца зонай выключэння краю (ЗВК), якая вызначае адлегласць ад краю пласціны, дзе апрацоўка забароненая. Правільна распрацаваны профіль краю і дакладны кантроль ЗВК дапамагаюць пазбегнуць дэфектаў краю, канцэнтрацыі напружанняў і іншых праблем падчас апрацоўкі, паляпшаючы агульную якасць і выхад пласціны. У некаторых складаных вытворчых працэсах дакладнасць профілю краю патрабуецца на субмікронным узроўні.
Колькасць часціц: Колькасць і размеркаванне памераў часціц на паверхні пласціны істотна ўплываюць на прадукцыйнасць мікраэлектронных прылад. Залішняя колькасць або вялікія часціцы могуць прывесці да паломак прылад, такіх як кароткія замыканні або ўцечкі, што зніжае выхад прадукцыі. Таму колькасць часціц звычайна вымяраецца шляхам падліку часціц на адзінку плошчы, напрыклад, колькасці часціц памерам больш за 0,3 мкм. Строгі кантроль колькасці часціц падчас вытворчасці пласцін з'яўляецца важнай мерай для забеспячэння якасці прадукцыі. Для мінімізацыі забруджвання паверхні пласцін часціцамі выкарыстоўваюцца перадавыя тэхналогіі ачысткі і чыстае вытворчае асяроддзе.
Звязаная вытворчасць
Монакрышталічная крэмніевая пласціна Si Тып падкладкі N/P Дадатковая пласціна з карбіду крэмнію

FZ CZ Si пласціна ў наяўнасці 12-цалевая крэмніевая пласціна Prime або Test
Час публікацыі: 18 красавіка 2025 г.