Вырашчаны крышталь сапфіравага була, метад ky




Падрабязная дыяграма



Агляд
A сапфіравы була— гэта вялікі, вырашчаны монакрышталь аксіду алюмінію (Al₂O₃), які служыць сыравінай для вырабу сапфіравых пласцін, аптычных вокнаў, зносаўстойлівых дэталяў і агранкі каштоўных камянёў.цвёрдасць па Моосу 9, выдатная тэрмічная стабільнасць(тэмпература плаўлення ~2050 °C), іпразрыстасць шырокапалоснага доступуАд ультрафіялетавага да сярэдняга інфрачырвонага дыяпазону сапфір з'яўляецца эталонным матэрыялам, дзе павінны суіснаваць трываласць, чысціня і аптычная якасць.
Мы пастаўляем бясколерныя і легіраваныя сапфіравыя булачкі, вырабленыя з дапамогай правераных у прамысловасці метадаў вырошчвання, аптымізаваных дляЭпітаксія GaN/AlGaN, дакладная оптыкаівысоканадзейныя прамысловыя кампаненты.
Чаму сапфіравы буль менавіта ў нас
-
Крыштальная якасць перш за ўсё:нізкае ўнутранае напружанне, нізкая колькасць бурбалак/страз, строгі кантроль арыентацыі для далейшага разразання і эпітаксіі.
-
Гнуткасць працэсу:Варыянты росту ў Кентукі/Германі/Чэхіі/Вернёй для балансавання памеру, нагрузкі і кошту для вашага прыкладання.
-
Маштабуемая геаметрыя:цыліндрычныя, морквяныя або блокавыя шары з нестандартнымі плоскімі паверхнямі, апрацоўкай насення/тарцоў і апорнымі плоскасцямі.
-
Адсочваецца і паўтараецца:запісы партый, метралагічныя справаздачы і крытэрыі прыёмкі, адпавядаючыя вашым спецыфікацыям.
Тэхналогіі росту
-
Кентукі (Кірапулас):Булі вялікага дыяметра з нізкім напружаннем; пераважна выкарыстоўваюцца для эпідэмічна якасных пласцін і оптыкі, дзе важная аднастайнасць падвойнага праламлення.
-
HEM (метад цеплаабменніка):Выдатныя тэмпературныя градыенты і кантроль напружання; прывабны для густой оптыкі і прэміяльнай эпідэмічнай сыравіны.
-
CZ (Чахральскі):Моцны кантроль арыентацыі і ўзнаўляльнасці; добры выбар для паслядоўнай нарэзкі з высокім ураджаем.
-
Вернёй (полымя-ф'южн):Эканамічна эфектыўны, высокая прапускная здольнасць; падыходзіць для агульнай оптыкі, механічных дэталяў і загатоўак з каштоўных камянёў.
Арыентацыя, геаметрыя і памер крышталя
-
Стандартныя арыентацыі: c-плоскасць (0001), самалёт (11-20), r-плоскасць (1-102), m-плоскасць (10-10)даступныя самалёты на заказ.
-
Дакладнасць арыентацыі:≤ ±0,1° па Лаўэ/XRD (больш дакладна па запыце).
-
Фігуры:цыліндрычныя або морквяныя шары, квадратныя/прамавугольныя блокі і стрыжні.
-
Тыповы памер канверта: Ø30–220 мм, даўжыня 50–400 мм(большы/меншы памер вырабляецца на заказ).
-
Канчатковыя/спасылачныя функцыі:апрацоўка пачатковай/тарцавой паверхні, эталонныя плоскія выемкі/пазы і апорныя кропкі для выраўноўвання далей па плыні.
Матэрыял і аптычныя ўласцівасці
-
Склад:Монакрышталічны Al₂O₃, чысціня сыравіны ≥ 99,99%.
-
Шчыльнасць:~3,98 г/см³
-
Цвёрдасць:Моос 9
-
Паказчык праламлення (589 нм): nₒ≈ 1,768,nₑ≈ 1,760 (адмоўная аднавосевая; Δn ≈ 0,008)
-
Акно перадачы: УФ-прамянёвая дыяпазон да ~5 мкм(залежыць ад таўшчыні і прымешак)
-
Цеплаправоднасць (300 К):~25 Вт·м⁻¹·К⁻¹
-
КТР (20–300 °C):~5–8 × 10⁻⁶ /K (у залежнасці ад арыентацыі)
-
Модуль Юнга:~345 ГПа
-
Электрычнасць:Высокаізаляцыйныя ўласцівасці (аб'ёмнае супраціўленне звычайна ≥ 10¹⁴ Ом·см)
Мадэлі і опцыі
-
Клас эпітаксіі:Звышнізкі ўзровень бурбалак/палос і мінімізаванае падвойнае праламленне напружання для высокапрадукцыйных пласцін GaN/AlGaN MOCVD (2–8 цаляў і вышэй па плыні).
-
Аптычны клас:Высокая ўнутраная прапускальнасць і аднастайнасць для вокнаў, лінзаў і ІЧ-праглядальных вокнаў.
-
Агульны/механічны клас:Трывалая, аптымізаваная па цане сыравіна для вырабу крышталяў гадзіннікаў, кнопак, зношвальных дэталяў і корпусаў.
-
Допінг/колер:
-
Бясколерны(стандартны)
Cr:Al₂O₃(рубін),Ti:Al₂O₃(Ti:сапфір) загатоўкі
Іншыя храмафоры (Fe/Ti) па запыце
-
Прыкладанні
Паўправадніковыя прыборы: падкладкі для GaN святлодыёдаў, мікрасвятлодыёдаў, магутных HEMT-транзістараў, радыёчастотных прылад (сыравіна для сапфіравых пласцін).
Оптыка і фатоніка: вокны для высокіх тэмператур/ціску, ІЧ-ілюмінатары, вокны лазернага рэзанатара, крышкі дэтэктараў.
Спажывецкая і носная электроніка: шкло для гадзіннікаў, вечкі для аб'ектываў камер, вечкі для датчыкаў адбіткаў пальцаў, прэміяльныя знешнія дэталі.
Прамысловасць і аэракасмічная прамысловасць: сопла, сядла клапанаў, ўшчыльняльныя кольцы, ахоўныя вокны і назіральныя люкі.
Лазерны/крышталічны рост: тытан-сапфіравыя і рубінавыя носьбіты з легаваных булак.
Кароткі агляд дадзеных (тыповыя, для даведкі)
| Параметр | Значэнне (тыповае) |
|---|---|
| Склад | Монакрышталічны Al₂O₃ (чысціня ≥ 99,99%) |
| Арыентацыя | c / a / r / m (індывідуальны заказ па запыце) |
| Індэкс пры 589 нм | nₒ≈ 1,768,nₑ≈ 1,760 |
| Дыяпазон перадачы | ~0,2–5 мкм (у залежнасці ад таўшчыні) |
| Цеплаправоднасць | ~25 Вт·м⁻¹·К⁻¹ (300 К) |
| КТР (20–300 °C) | ~5–8 × 10⁻⁶/К |
| Модуль Юнга | ~345 ГПа |
| Шчыльнасць | ~3,98 г/см³ |
| Цвёрдасць | Моос 9 |
| Электрыка | Ізаляцыйнае; аб'ёмнае супраціўленне ≥ 10¹⁴ Ом·см |
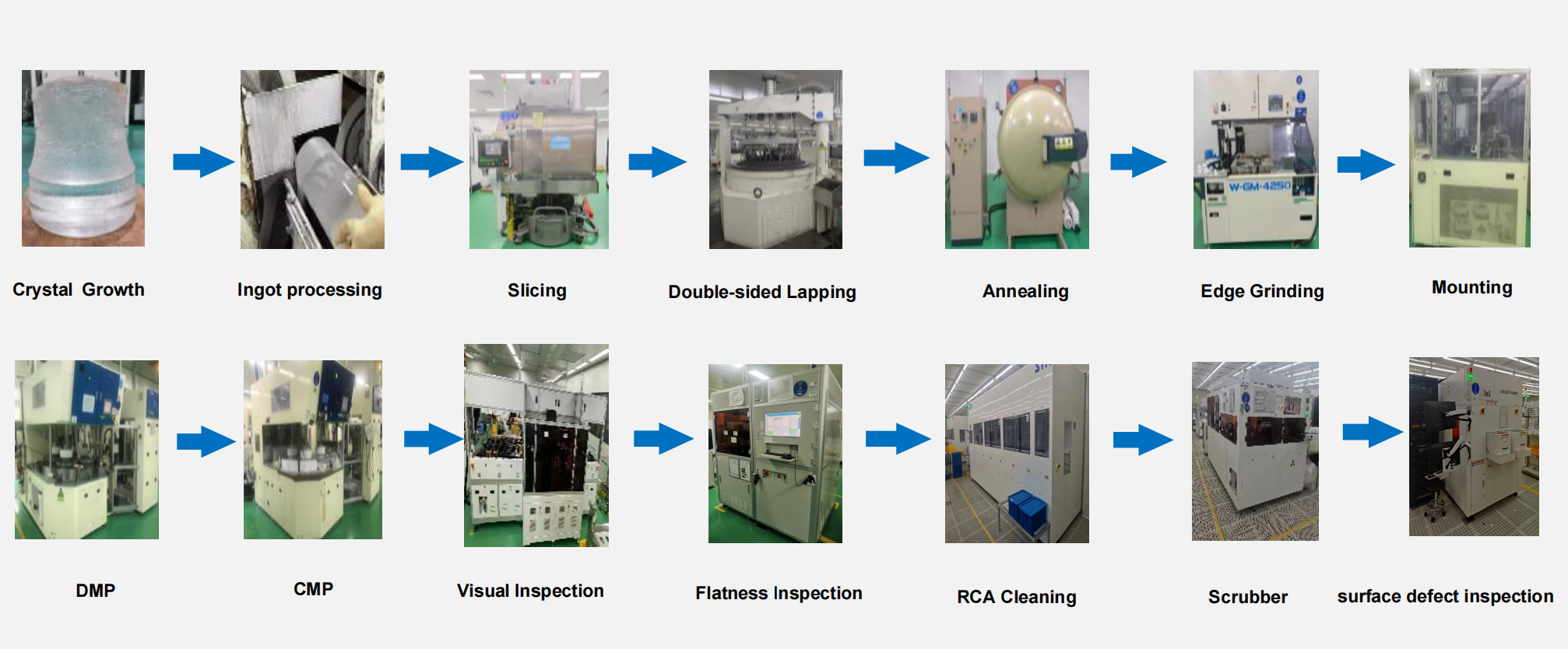
Працэс вытворчасці сапфіравых пласцін
-
Рост крышталяў
Высокачысты аксід алюмінію (Al₂O₃) плавіцца і вырошчваецца ў адзіны злітак крышталя сапфіра з дапамогайКірапулас (Кентукі) or Чахральскі (Чэхія)метад. -
Апрацоўка зліткаў
Злітак апрацоўваецца да стандартнай формы — абрэзка, фармаванне па дыяметры і апрацоўка тарца. -
Нарэзка
Сапфіравы злітак наразаецца на тонкія пласціны з дапамогайалмазная лінная піла. -
Двухбаковае прыціранне
Абодва бакі пласціны апрацоўваюцца ўнахлест, каб выдаліць сляды ад пілы і дасягнуць аднастайнай таўшчыні. -
Адпал
Вафлі падвяргаюцца тэрмічнай апрацоўцы, кабзняць унутранае напружаннеі палепшыць якасць і празрыстасць крышталяў. -
Шліфоўка краёў
Краі пласцін скошаныя, каб прадухіліць сколы і расколіны падчас далейшай апрацоўкі. -
Мантаж
Пласціны мацуюцца на носьбіты або трымальнікі для дакладнай паліроўкі і праверкі. -
DMP (двухбаковая механічная паліроўка)
Паверхні пласцін механічна паліруюцца для паляпшэння гладкасці паверхні. -
Хіміка-механічная паліроўка (ХМП)
Этап тонкай паліроўкі, які спалучае хімічныя і механічныя дзеянні для стварэннялюстраная паверхня. -
Візуальны агляд
Аператары або аўтаматызаваныя сістэмы правяраюць наяўнасць бачных дэфектаў паверхні. -
Праверка роўнасці
Плоскасць і аднастайнасць таўшчыні вымяраюцца для забеспячэння дакладнасці памераў. -
Чыстка RCA
Стандартная хімічная ачыстка выдаляе арганічныя, металічныя і часціцавыя забруджванні. -
Ачыстка скрубберам
Механічная чыстка выдаляе рэшткі мікраскапічных часціц. -
Кантроль паверхневых дэфектаў
Аўтаматызаваны аптычны кантроль выяўляе мікрадэфекты, такія як драпіны, ямкі або забруджванні.
-
Рост крышталяў
Высокачысты аксід алюмінію (Al₂O₃) плавіцца і вырошчваецца ў адзіны злітак крышталя сапфіра з дапамогайКірапулас (Кентукі) or Чахральскі (Чэхія)метад. -
Апрацоўка зліткаў
Злітак апрацоўваецца да стандартнай формы — абрэзка, фармаванне па дыяметры і апрацоўка тарца. -
Нарэзка
Сапфіравы злітак наразаецца на тонкія пласціны з дапамогайалмазная лінная піла. -
Двухбаковае прыціранне
Абодва бакі пласціны апрацоўваюцца ўнахлест, каб выдаліць сляды ад пілы і дасягнуць аднастайнай таўшчыні. -
Адпал
Вафлі падвяргаюцца тэрмічнай апрацоўцы, кабзняць унутранае напружаннеі палепшыць якасць і празрыстасць крышталяў. -
Шліфоўка краёў
Краі пласцін скошаныя, каб прадухіліць сколы і расколіны падчас далейшай апрацоўкі. -
Мантаж
Пласціны мацуюцца на носьбіты або трымальнікі для дакладнай паліроўкі і праверкі. -
DMP (двухбаковая механічная паліроўка)
Паверхні пласцін механічна паліруюцца для паляпшэння гладкасці паверхні. -
Хіміка-механічная паліроўка (ХМП)
Этап тонкай паліроўкі, які спалучае хімічныя і механічныя дзеянні для стварэннялюстраная паверхня. -
Візуальны агляд
Аператары або аўтаматызаваныя сістэмы правяраюць наяўнасць бачных дэфектаў паверхні. -
Праверка роўнасці
Плоскасць і аднастайнасць таўшчыні вымяраюцца для забеспячэння дакладнасці памераў. -
Чыстка RCA
Стандартная хімічная ачыстка выдаляе арганічныя, металічныя і часціцавыя забруджванні. -
Ачыстка скрубберам
Механічная чыстка выдаляе рэшткі мікраскапічных часціц. -
Кантроль паверхневых дэфектаў
Аўтаматызаваны аптычны кантроль выяўляе мікрадэфекты, такія як драпіны, ямкі або забруджванні.
Сапфіравы була (монакрышталічны Al₂O₃) — часта задаваныя пытанні
Пытанне 1: Што такое сапфіравы була?
A: Вырашчаны монакрышталь аксіду алюмінію (Al₂O₃). Гэта зліткавы матэрыял, які выкарыстоўваецца для вырабу сапфіравых пласцін, аптычных вокнаў і кампанентаў, якія падвяргаюцца зносу.
Пытанне 2: Як була звязана з пласцінамі або вокнамі?
A: Буль арыентуецца → наразаецца → шліфуецца → паліруецца для атрымання эпікласных пласцін або аптычных/механічных дэталяў. Аднастайнасць зыходнай була моцна ўплывае на выхад паслядоўнай апрацоўкі.
Пытанне 3: Якія метады вырошчвання даступныя і чым яны адрозніваюцца?
A: Кентукі (Кірапулас)іHEMвялікі ўраджай,нізкі стрэсбулі — пераважныя для эпітаксіі і высакаякаснай оптыкі.CZ (Чахральскі)прапануе выдатныякантроль арыентацыіі паслядоўнасць ад партыі да партыі.Вернёй (полымянае зліццё) is эканамічна эфектыўныдля агульнай оптыкі і загатоўак для каштоўных камянёў.
Пытанне 4: Якія арыентацыі вы пастаўляеце? Якая тыповая дакладнасць?
A: c-плоскасць (0001), a-плоскасць (11-20), r-плоскасць (1-102), m-плоскасць (10-10)і звычаі. Звычайна дакладнасць арыентацыі≤ ±0,1°праверана метадам Laue/XRD (больш тоўстыя па запыце).
Крышталі аптычнай якасці з адказным кіраваннем адходамі ўнутры кампаніі
Усе нашы сапфіравыя шары вырабляюцца пааптычны клас, што забяспечвае высокую прапускальнасць, высокую аднастайнасць і нізкую шчыльнасць уключэнняў/бурбалак і дыслакацый для патрабавальнай оптыкі і электронікі. Мы кантралюем арыентацыю крышталяў і падвойнае праламленне ад зародка да булачкі, забяспечваючы поўную адсочвальнасць партыі і паслядоўнасць ва ўсіх серыях. Памеры, арыентацыі (c-, a-, r-плоскасць) і дапушчальныя адхіленні могуць быць настроены ў адпаведнасці з вашымі патрэбамі ў наступнай нарэзцы/паліроўцы.
Важна адзначыць, што любы матэрыял, які не адпавядае спецыфікацыям,цалкам апрацавана ўнутры кампанііпраз замкнёны цыкл працоўнага працэсу — сартуюць, перапрацоўваюць і адказна ўтылізуюць, — каб вы атрымалі надзейную якасць без цяжару апрацоўкі або выканання патрабаванняў. Гэты падыход зніжае рызыку, скарачае тэрміны выканання і падтрымлівае вашы мэты ўстойлівага развіцця.
| Вага злітка (кг) | 2 цалі | 4 цалі | 6 цаляў | 8 цаляў | 12 цаляў | Заўвагі |
|---|---|---|---|---|---|---|
| 10–30 | Падыходзіць | Падыходзіць | Абмежавана/магчыма | Нетыпова | Не выкарыстоўваецца | Нарэзка малога фармату; 6 цаляў залежыць ад карыснага дыяметра/даўжыні. |
| 30–80 | Падыходзіць | Падыходзіць | Падыходзіць | Абмежавана/магчыма | Нетыпова | Шырокае прымяненне; зрэдку сустракаюцца 8-цалевыя пілотныя ўчасткі. |
| 80–150 | Падыходзіць | Падыходзіць | Падыходзіць | Падыходзіць | Нетыпова | Добры баланс для вытворчасці 6–8 цаляў. |
| 150–250 | Падыходзіць | Падыходзіць | Падыходзіць | Падыходзіць | Абмежаваная/НДДКР | Падтрымлівае пачатковыя 12-цалевыя выпрабаванні з жорсткімі спецыфікацыямі. |
| 250–300 | Падыходзіць | Падыходзіць | Падыходзіць | Падыходзіць | Абмежавана/строга вызначана | Высокааб'ёмныя 8-цалевыя; выбарачныя 12-цалевыя прабегі. |
| >300 | Падыходзіць | Падыходзіць | Падыходзіць | Падыходзіць | Падыходзіць | Маштаб на мяжы; 12 цаляў магчыма пры строгім кантролі аднастайнасці/ўраджайнасці. |

Звязаныя тавары
-

Al2O3 99.999% сапфіравае лязо на заказ празрыстае...
-

8-цалевая 200-міліметровая сапфіравая падкладка сапфіравай пласціны ...
-

2-цалевая падкладка з карбіду крэмнію 6H-N двухбаковая...
-

Фіялетавы колер фіялетавага сапфіра Al2O3 матэрыял для...
-
8-цалевая пласціна SiC вытворчага класа 4H-N SiC падкладка ...
-

Высокацвёрды напаўпразрысты монакрышталь сапфіра...